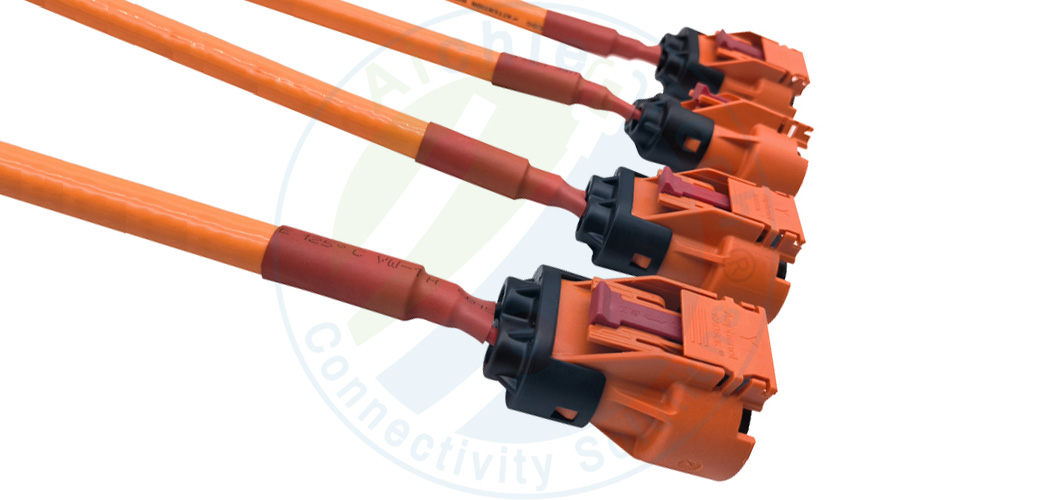
With the rapid development of the global new energy vehicle industry, high-voltage wiring harnesses, as the "major arteries" for energy transmission in electric vehicles, their processing quality directly affects the safety and reliability of the entire vehicle. Compared with the low-voltage wiring harnesses of traditional fuel vehicles, the high-voltage wiring harnesses of new energy vehicles need to withstand working voltages of 300V to 800V and large currents of over 200A, which puts forward higher requirements for material selection, production processes and quality control.
As a professional automotive wiring harness manufacturer, Aichie Tach Manufacturing has supply high-voltage cable assemblies solutions for over 30 new energy wiring harness customers. Its products have passed international certifications such as IATF16949/UL/CE/TUV.
I. Selection of Core Materials for High-Voltage Wiring Harnesses
Conductor material: Multi-strand twisted copper wire (cross-sectional area 16mm²-150mm²) is adopted, with tin plating to enhance oxidation resistance. Silver-plated copper wire is used in special scenarios to reduce contact resistance
2. Insulating materials: Cross-linked polyethylene (XLPE), silicone rubber or polytetrafluoroethylene (PTFE), with a temperature resistance grade of 150℃-200℃
3. Shielding layer: Double-layer shielding structure (aluminum foil + braided copper mesh), with a shielding coverage rate of ≥85%, effectively suppressing electromagnetic interference
4. Sheath material: Flame-retardant TPE or TPU material, which has passed UL94 V-0 flame-retardant certification, and the wear resistance coefficient needs to meet the industry standard
II. Wiring harness design Verification Stage
1. 3D wiring simulation: Utilize CATIA software to simulate the layout of the entire vehicle wiring harness, avoiding mechanical interference and electrical performance calculation in heat source areas: Accurately calculate voltage drop (≤3%), temperature rise (ΔT≤40℃), and current-carrying capacity margin
2. EMC simulation test: Predict the electromagnetic radiation value through CST software and optimize the shielding layer structure
3. Sample environmental testing: Conduct a 2000-hour salt spray test, 3,000 plug-and-pull tests, and a temperature shock test ranging from -40 ° C to 150 ° C

III. Core Processing Technology Flow
(1) Cable pretreatment
1. Automatic wire cutting: A servo-driven wire cutting machine is adopted, with the precision controlled within ±1mm. The cut surface should be smooth and free of burrs
2. Laser marking: Use ultraviolet laser to engrave line numbers, specifications and other information on the surface of the sheath, with a depth of 0.15-0.3mm
3. Terminal crimping: Completed by a fully automatic crimping machine, with a crimping height tolerance of ±0.02mm. The metallographic analysis of the profile must meet the VW60330 standard
4. Shielding treatment: Double-layer shielding layers are treated separately, with 360° aluminum foil covering and copper mesh braided density ≥90%
(II) Component Assembly
Injection molding: A vertical injection molding machine is used, with the mold temperature controlled at 80±5℃. The holding time is set according to the thickness of the material
2. Waterproof treatment: A double sealing structure (rubber gasket + potting compound) is adopted, with a protection level reaching IP67/ IP6K-9K
3. Assembly of high-voltage connectors: The pneumatic crimping equipment applies a torque of 50-80N·m, and the contact resistance is less than 0.5mΩ
4. Wire harness binding: High-temperature resistant cable ties are fixed at intervals of 150-200mm, with a bending radius of no less than 5 times the wire diameter
(3) Process Inspection
1. Online high-voltage testing: 2000V DC withstand voltage test (leakage current < 1mA/min), 1500V insulation resistance test
2. Conduction test: The micro-resistance tester detects the circuit impedance, with a deviation value of no more than 5%
3. Mechanical property test: Maintain a tensile force of 35kg for 1 minute, and the terminal displacement should be less than 0.2mm
4. Air tightness test: 3kPa air pressure test, leakage < 5mL/min
IV. Breakthroughs in Key Technologies of the industry
Lightweight technology: Aluminum wires are used to replace copper wires, reducing weight by 30% while maintaining electrical conductivity
2. Modular design: Develop integrated high-voltage distribution boxes to reduce connection nodes by more than 50%
3. Automated production: The introduction of six-axis robots enables automatic wiring, increasing efficiency by 40%
4. Intelligent detection System: By applying machine vision and AI algorithms, the defect detection rate has been increased to 99.8%
V. Key Points of Quality Control
1. Cleanliness management: The production environment maintains the ISO 14644-1 Class 8 cleanliness standard
2. Traceability System: Establish an MES production traceability system, with key parameters retained for at least 10 years
3. Process capability index: Critical dimensions CPK≥1.67, electrical characteristics CPK≥1.33
4. Aging test: 100% of the products undergo a 72-hour live aging test

VI. Industry Development Trends
Voltage platform upgrade: Develop new materials capable of withstanding 1000V for 800V high-voltage systems
2. Integrated development: Integrate fuses and current sensors into the wiring harness assembly
3. Application of liquid cooling technology: Development of integrated high-voltage wiring harnesses with cooling pipelines
4. Sustainable manufacturing: Establish a copper material recycling system, and increase the material utilization rate to 98%
The processing of high-voltage wiring harnesses for new energy vehicles is a deep integration of precision manufacturing and intelligent technology. From conductor selection to assembly testing, each link needs to strictly follow standards and specifications such as IEC 62196 and GB/T 18487. With the increase of voltage platforms and the development of intelligent driving, high-voltage wiring harnesses will evolve towards high integration and intelligence in the future. Aichie will continue to improve its process technology and establish a full life cycle quality management system to provide reliable guarantees for the safe operation of new energy vehicles.
No. 9 Xinyuan Street Shijie Town Dongguan City Guangdong China
Rm 3104 Huarong BLDG No.178 Mingtian Rd Futian Central Shenzhen City China
1859, tò ban do so 10, khu pho 1, Phwòng Vinh Tân, Thành pho Tân Uyên, Tinh Bình Dwong, Viet Nam


© 2025 Aichie Tech Electronics Co Ltd.All Rights Reserved.
XML Privacy Policy